Медные трубы для кондиционеров
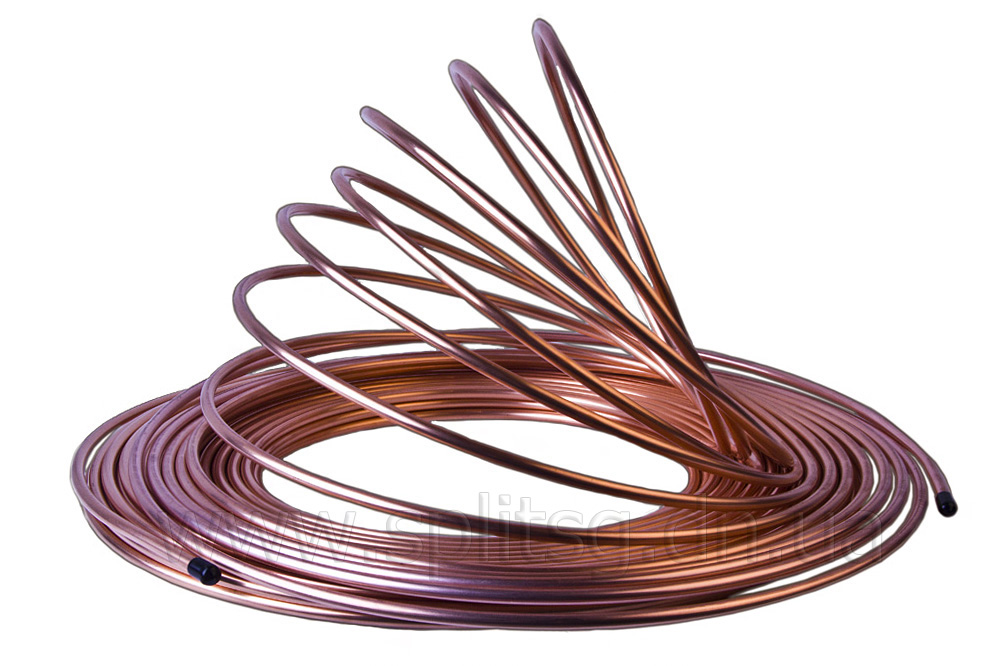
Бедные трубы активно используются в системах охлаждения воздуха. Делаются такие трубы по специальной технологии и из особого вида меди. Связано это с тем, что хладагент холодильных машин очень текуч и способен проходить даже сквозь метал, если тот обладает невысокой плотностью структуры. В комплекте с бытовыми кондиционерами трубы не прилагаются, так как изначально не известно какой длины они должны быть. Чтобы не ошибиться при покупке медных труб для кондиционера, нужно знать некоторые особенности таких труб. Об этом мы и расскажем в статье.
Медные трубы для кондиционеров производятся из дезоксидированной меди. В сущности это сплав состоящий из девяноста процентов чистой меди и десяти процентов аргентума. Такое сочетание обеспечивает с одной стороны высокую плотность структуры сплава, а с другой позволяет использовать трубы в режиме резких и очень значительных перепадов температуры.
Диаметр и толщина стенок труб должны соответствовать мощности компрессора кондиционера. Для бытовых кондиционеров обычно подходят медные трубы диаметром от 6,35 до 7,93 миллиметров, а вообще промышленность выпускает их с диаметром от 6,35 до 104,78 миллиметров. Толстые трубы используются в промышленных холодильных установках.
Минимальная толщина стенок у медных труб может быть 0,17 миллиметр, при этом чем больше диаметр трубы, тем и толщина её стенки будет выше. Согласно ГОСТа медные трубы выпускаются длиной от пяти до пятидесяти метров. Медные трубы для кондиционеров на стадии производства проходят отжиг. Эта технология увеличивает прочность металла и такие трубы можно эксплуатировать под высоким давлением. Покупать для кондиционера не отожжённые медные трубы нельзя, так как они быстро начнут давать утечку фреона.

Пайка медных труб для кондиционеров делается с использованием специальных припоев. Обычно применяется медно-фосфорный или серебряный припой. Выпускаются такие припои в виде стержней или прутов. Главным свойством этих припоев является высокая стойкость к растяжению. В условиях резких колебаний температур этот параметр крайне важен.
Сам процесс пайки не представляет собой сложности. Первым делом нужно зачистить спаиваемые поверхности от слоя окиси и покрыть их флюсом. После этого трубу нужно вставить в фитинг. Зазор между трубой и фитингом должен быть не менее 0,4 миллиметра, в противном случае количества припоя будет недостаточно для обеспечения прочности соединения. После этого место пайки нужно прогреть в пламени газовой горелки до температуры 230 — 370 градусов по Цельсию. Затем пламя убирают, а припой плотно прижимают к зазору между трубой и фитингом. Под воздействием температуры разогретого металла он начинает плавится и заполнять пустоту внутри фитинга. Очень важно после завершения всех паек промыть трубопровод от остатков флюса. В противном случае начнётся активный процесс окисления меди.