Технология сварки полипропиленовых труб

Конечно можно поспорить о том, что стальные трубы окончательно ушли в прошлое. Скорее это не так, так как в трубопроводах высокого давления они пока незаменимы. Что касается трубопроводных систем с низким давлением носителя, то безусловно здесь преимущество за полипропиленовыми трубами. В быту же они уже практически полностью вытеснили стальные трубы и вряд ли кто из новосёлов захочет делать из них разводку воды или отопительную систему. К тому же такую работу можно сделать самостоятельно. В этой статье мы хотим дать несколько советов неопытным мастерам. Следует сразу сказать, что некачественное соединение полипропиленовых труб получается или по причине поспешности, или по причине небрежности мастера.
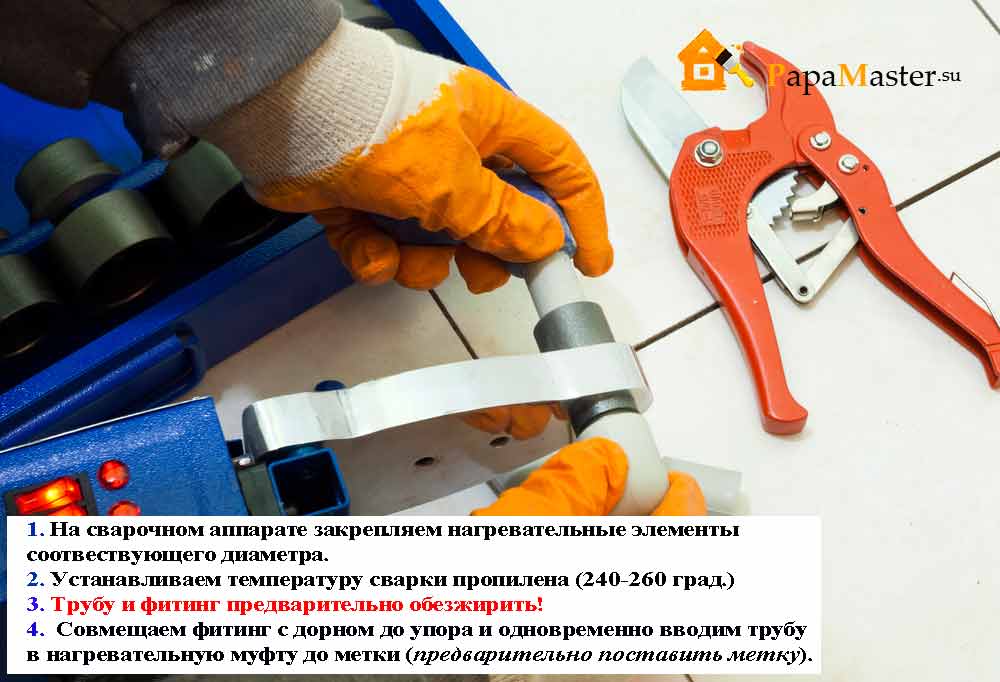
Соединение полипропиленовых труб диаметром до сорока миллиметров производится при помощи переносного паяльника. Трубы большего диаметра спаивают специальным стационарным сварочным аппаратом, в котором имеется центрирующий механизм. На этих аппаратах имеются специальные насадки в которых разогреваются торцы труб. После прогрева до установленной температуры трубы соединяют между собой и после естественного остывания получается прочное и надёжное соединение.
Перед началом сваривания труб с фитингом следует обязательно обезжирить спиртом те части, которые войдут в процессе соединения в контакт между собой. Сварочный аппарат должен быть установлен на ровной поверхности. При этом следует соблюдать меры безопасности, так как при проведении сварочных работ имеется угроза получения ожога. Насадки должны строго соответствовать диаметру труб. Не пытайтесь прогревать трубы в насадках с диаметром превышающим диаметр труб. Трубы и фитинги должны входить в насадки без зазоров. Фиксируйте насадку на аппарате только с использованием специального ключа, который прилагается в комплекте к аппарату. Насадки, фитинги и торцы труб должны быть идеально чистыми. Только так можно получить прочное соединение. Ни в коем случае нельзя устанавливать на ручных паяльниках температуру нагревания свыше 260-ти градусов по Цельсию или ниже. Мы рекомендуем пользоваться современными паяльниками, в которых имеется автоматическая терморегуляция.
После этого можно включать паяльник в сеть. Обычно он прогревается в течении десяти минут. При достижении заданной температуры сработает сигнальная лампочка, что означает полную готовность аппарата к работе. На некоторых паяльниках в момент готовности загорается лампочка, а в других типах аппаратов она наоборот гаснет. Самую первую сварку можно производить только через пять минут после того, как аппарат прогреется.
Трубы обрезаются специальным резаком. Если делается сварка армированных труб, то необходимо с торца удалить армирующий и промежуточный слой. На трубах с диаметром более сорока миллиметров необходимо снять фаску по внешнему контуру с уклонам тридцати градусов. Это нужно для того, чтобы труба легко входила в фитинг.
Перед тем как вставлять на прогрев трубу, на её поверхности нужно сделать отметку на расстоянии глубины штуцера фитинга. Погружать трубу в насадку следует до этой отметки. Время прогрева труб и фитингов нужно соблюдать безукоризненно точно, то есть не вынимать трубу и фитинг раньше срока и не передерживать их внутри насадки. Вставлять трубу в фитинг нужно осторожно, без усилий и резких движений. Торец трубы обязательно должен упереться в буртик фитинга. Остывание соединения должно проходить в абсолютном покое.
Соединение полипропиленовых труб может производится и без фитингов. Для этого используется метод стыковой сварки. Обычно он используется для труб диаметром более сорока миллиметров. Для этого существуют специальные стационарные сварочные аппараты с центраторами. Торцы труб должны быть обработаны так, чтобы при их соприкосновении не было малейших зазоров. Проще говоря срез должен быть идеально ровным, а поверхность среза идеально гладкой. В таких аппаратах нагревательный элемент выполнен в виде диска. Таким образом торцы труб прижимаются к обеим сторонам диска и прогреваются. В остальном технология сваривание не отличается от той, о которой мы рассказали выше.