Аппарат для сварки труб ПНД
Принцип действия аппаратов для сваривания ПНД труб у всех одинаков. С их помощью прогревается полиэтилен до температуры плавления. После этого трубы соединяют между собой и после остывания сварного шва соединение приобретает прочность. Конструктивно аппараты разделяются на два вида. Это аппараты для стыковой сварки и аппараты для муфтовой сварки. Они могут быть переносными для ручной работы и стационарными. Последние используются для сваривания труб большого диаметра.
На практике чаще всего используется ручное сварочное оборудование так как в быту почти все трубопроводы делаются из тонких труб. Работа с этими аппаратами производится исключительно вручную. Ни какой автоматизации работы в этих аппаратах не предусмотрено.
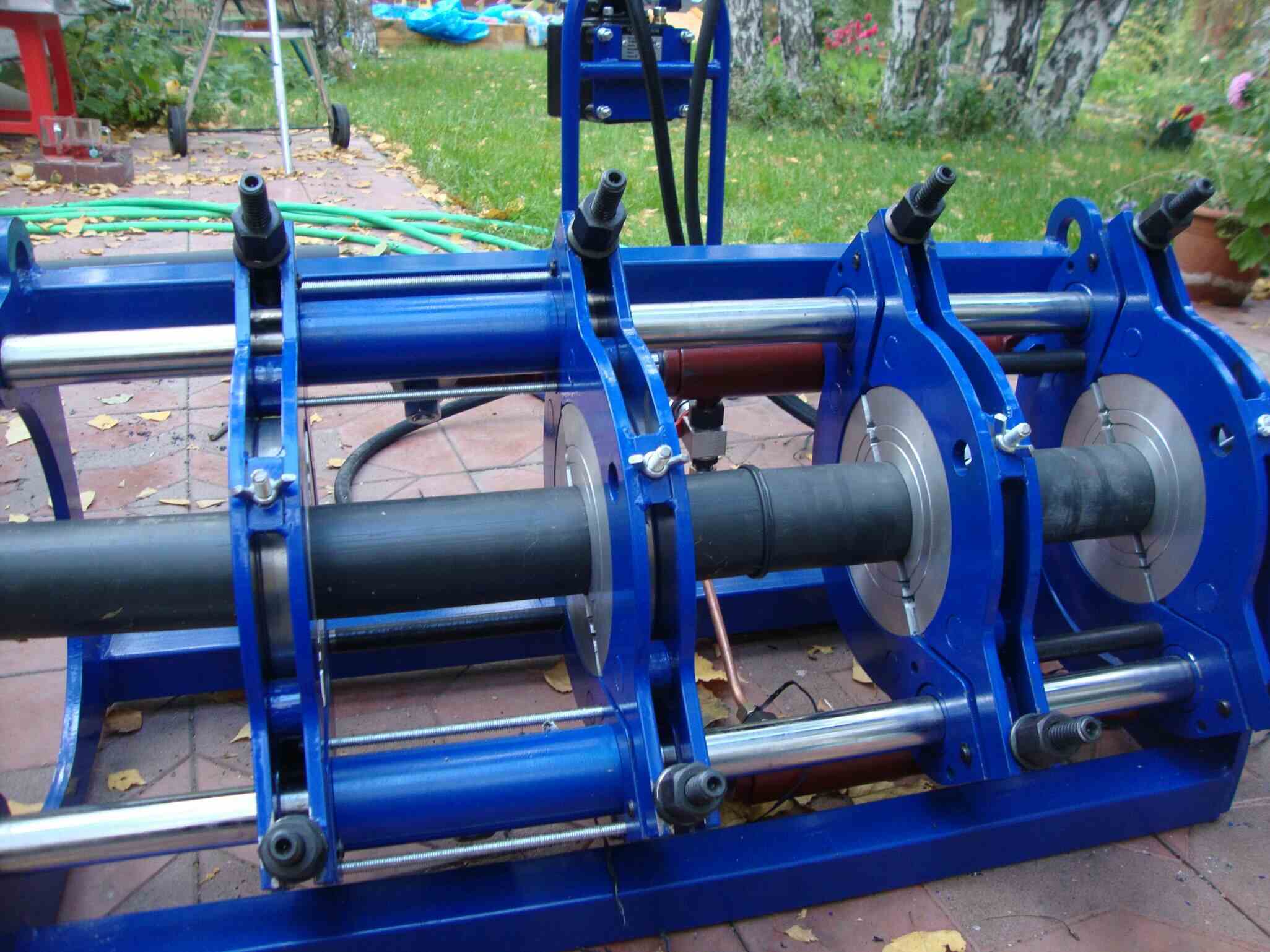
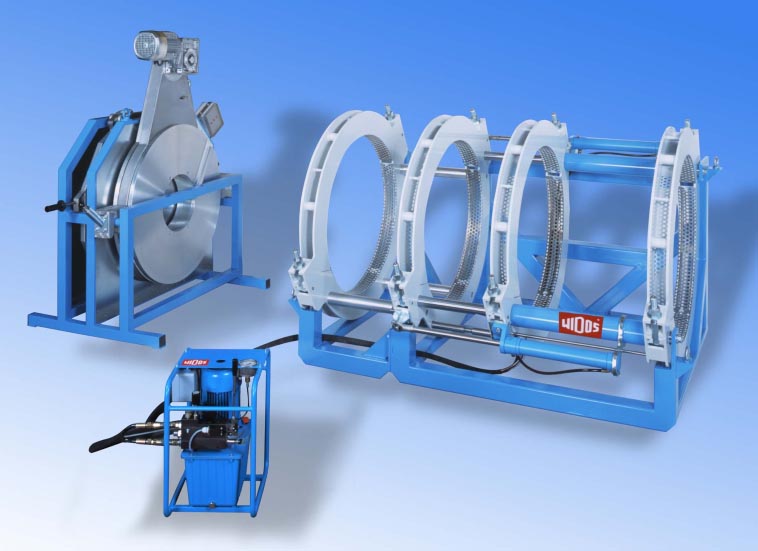
Для сварки ПНД труб большого диаметра используют полуавтоматические аппараты с гидравлической системой. На этих аппаратах режим сварки устанавливается вручную, а стыковка труб производится в центраторе с применением гидравлики.
Кроме того для сварки ПНД труб имеется автоматическое сварочное оборудование. Работает оно под управлением компьютера, поэтому брак при соединении труб полностью исключается. Перед началом работы оператору достаточно лишь внести в программу данные о трубах. Больше человек в этот процесс не вмешивается. Такое оборудование используется при монтаже магистральных трубопроводных линий.
Для соединения ПНД труб муфтовым способом используется специальный станок. В нём трубы прижимаются встык и фиксируются. По месту стыка сверху одевается так называемая электросварная муфта. Он конструктивно состоит из двух элементов, в совокупности полностью повторяющих форму труб. Такие муфты производят под все диаметры полиэтиленовых труб. Внутри этих муфт находятся спирали, по которым пропускается ток. Таким образом поверхность труб и муфт нагреваются до температуры плавления. После остывания соединение приобретает прочность.
Для соединения бытовых трубопроводов из ПНД труб лучше всего использовать сварочный паяльник. Этот компактный аппарат состоит из подошвы, нескольких насадок под разные диаметры труб и двух нагревательных элементов. Температура нагрева торцов труб устанавливается при помощи терморегулятора. Принцип работы этого аппарата очень простой. Его устанавливают на ножках, задают нужную температуру нагрева после чего вставляют соединяемые элементы в насадку и плотно прижимают друг к другу. Под воздействием положенной температуры происходит сплавление элементов. Для обеспечения одного соединения уходит времени несколько минут и не более. В этой работе нужна определённая сноровка, которая появляется уже после первых двух пробных соединений.